Sägebänder
![]()
- Originale, mit der modernsten Technologie gefertigte Sägebänder aus hochwertigsten deutschen Materialien, die unter strikter Einhaltung aller vorgeschriebener Fertigungs- und Kontrollverfahren hergestellt sind.
- Sie gewährleisten hohe Produktivität und Schnittgenauigkeit bei maximaler Sägebandlebensdauer.
- Ein breites Angebot an Sägebandtypen und Verzahnungen ermöglicht professionelles Zerspanen von praktisch allen verfügbaren Werkstoffen.
|
|
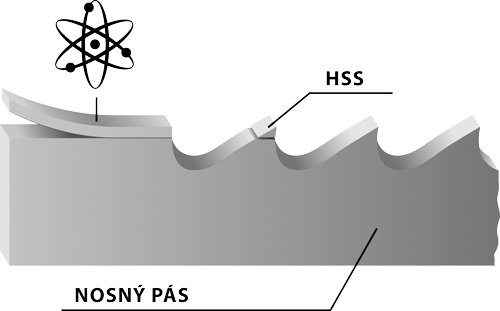
Es besteht aus einem Trägerband, das aus einem speziellen Stahl mit 4 % Chromgehalt,gefertigt ist. Auf das Trägerband ist eine HSS-Schicht angeschweißt, in die Zähne gefräst sind. |
|
|
Konstante VerzahnungDer Zahnschneiden-Abstand ist immer gleich. |
|
|
Variable VerzahnungDer Zahnschneiden-Abstand ist unterschiedlich und wiederholt sich periodisch. Dadurch wird ein größerer Sägebereich erreicht, die durch den Aufprall der Zahnscheiden auf das Material entstehenden Schwingungen effektiver beseitigt und die Sägebandlebensdauer verlängert. |


M42
Universales Sägeband, geeignet für eine breite Materialpalette inklusive Werkzeugstahl und Edelstahl bis zur Härte 45 HRC. Die Zähne sind aus HSS-M42-Stahl mit Kobaltgehalt gefertigt.
M51
Das Sägeband für Werkzeugstahl und Edelstahl mit der Härte bis 50 HRC. Die Zahnspitzen sind aus HSS-M51-Stahl mit Kobalt- und Wolframgehalt gefertigt.
Hartmetallsägeband
Es besteht aus einem Trägerband, das aus einem speziellen Stahl gefertigt ist. Auf das Trägerband sind speziell geschliffene Hartmetallplatten angeschweißt. Hartmetallbestücktes Sägeband, geeignet für die Zerspanung von oberflächengehärteten Werkstoffen, Chromteilen, Schmiedestücken und Materialien mit extremer Zähigkeit und Härte bis zu 62 HRC.
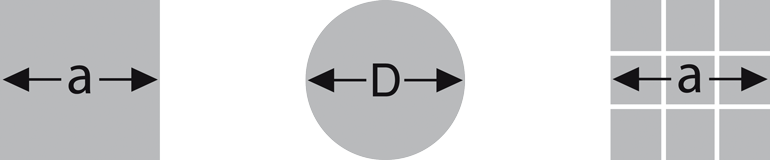
Sägebereich
Um optimale Sägebandleistung zu erreichen, muss ein Sägeblatt mit der richtigen Zahngröße je nach den Abmessungen des zu schneidenden Materials gewählt werden.
| VOLLMATERIAL | PROFILE |
|---|---|
 |
 |
| Variable Verzahnung | Konstante Verzahnung | Variable Verzahnung | Konstante Verzahnung | ||||
|---|---|---|---|---|---|---|---|
| a(D) [mm] |  |
a(D) [mm] | |
t [mm] | |
t [mm] | |
| 0–25 | 10/14 | 0-10 | 18 | 0-4 | 10/14 | 0-1 | 18 |
| 20-40 | 8/12 (8/11) | 5-20 | 14 | 3-6 | 8/12 (8/11) | 0-3 | 14 |
| 30-60 | 6/10 | 20-40 | 10 | 6-9 | 6/10 | 4-7 | 10 |
| 40-70 | 5/8 (5/7) | 40-80 | 6 | 9-13 | 5/8 (5/7) | 8-11 | 6 |
| 60-110 | 4/6 | 80-120 | 4 | 12-16 | 4/6 | 12-15 | 4 |
| 80-140 | 3/4 | 120-200 | 3 | 16-22 | 3/4 | 16-20 | 3 |
| 120-350 | 2/3 | 200-400 | 2 | 20-35 | 2/3 | 21-30 | 2 |
| 250-550 | 1,4-2 | 300-800 | 1,25 | 30-85 | 1,4-2 | 31-90 | 1,25 |
| 380-750 | 1/1,5 | 40-85 | 1/1,5 | ||||
| 550-3000 | 0,75/1,25 | 80-200 | 0,75-1,25 | ||||
Beim Festlegen der Zähnezahl eines Sägebandes gilt die Regel, dass beim Schneiden mindestens 4 Zähne, jedoch nicht mehr als 30 Zähne im Eingriff sein sollen.
 |
Achtung beim Auspacken der geschweißten Sägebänder. Sie befinden sich für Transportzwecke im gespannten Zustand. Die Schutzabdeckung nehmen Sie vom Sägeband erst ab, wenn das Sägeblatt auf der Maschine aufgesetzt ist |